Ðá¥≤Îx∫œ∆˜˝Xðܺ”π§π§Àáº∞äAæþ‘O(sh®®)”ã(j®¨)ÆÖòI(y®®)‘O(sh®®)”ã(j®¨)
- Œƒº˛ΩÈΩB£∫
- ‘쌃º˛ûÈ doc ∏Ò Ω£®‘¥Œƒº˛ø…æéð㣩�£¨œ¬ðd–Ë“™
20 ∑e∑÷
-
- –Ú —‘
ôC(j®©)–µ÷∆‘Ïπ§ÀáåW(xu®¶)µƒÆÖòI(y®®)‘O(sh®®)”ã(j®¨) «‘⁄Œ“ÇÉåW(xu®¶)ÕÍ¡ÀôC(j®©)–µå£òI(y®®)À˘”–µƒª˘µA(ch®≥)’n≥Ã∫Õå£òI(y®®)’n≥Ã÷Æ∫ÛþM(j®¨n)––µƒ�°£þ@ «Œ“ÇÉå¶(du®¨)À˘åW(xu®¶)÷™◊R(sh®™)“ª¥Œ…ӻεƒæC∫œèÕ(f®¥)¡ï(x®™)≈cë™(y®©ng)”√£¨“≤ «å¶(du®¨)Œ“ÇÉ?c®®)⁄¥ÛåW(xu®¶)À˘åW(xu®¶)÷™◊R(sh®™)µƒ“ª¥ŒæC∫œøº≤Ï���£¨“Ú¥ÀŒ“ÇÉ“™≥‰∑÷÷ÿ“ïþ@¥ŒÆÖòI(y®®)‘O(sh®®)”ã(j®¨)åç(sh®™)€`°£
æÕŒ“ÇÄ(g®®)»À∂¯—‘����£¨Œ“œ£Õ˚Õ®þ^þ@¥ŒôC(j®©)–µπ§Àá‘O(sh®®)”ã(j®¨)åç(sh®™)€`∏¸…Óµ√ÏñπÃÀ˘åW(xu®¶)÷™◊R(sh®™)�����£¨å¢¿Ì’ì≈cåç(sh®™)€`ΩY(ji®¶)∫œ∆ÅÌ£¨èƒåç(sh®™)ÎHþ\(y®¥n)”√÷–÷…˝◊‘º∫µƒ∑÷ŒˆÜñÓ}∫ÕΩ‚õQÜñÓ}µƒƒÐ¡¶£¨þM(j®¨n)“ª≤Ω÷∏þ”ã(j®¨)À„����°¢÷∆àDƒÐ¡¶�����£¨ƒÐ±»ð^ Ïæöµÿ≤ÈÈÜ∫Õ π”√∏˜∑Nºº–g(sh®¥)ŸY¡œµ»�����£¨≤¢B(y®£ng)≥…á¿(y®¢n)÷î(j®´n)?sh®¥)ƒπ§◊˜◊˜ÔL(f®•ng)∫Õ™ö(d®≤)¡¢µƒπ§◊˜ƒÐ¡¶�����£¨ûÈå¢ÅÌèƒ ¬µƒπ§◊˜¥Úœ¬¡º∫√µƒª˘µA(ch®≥)°£
”…”⁄ƒÐ¡¶”–œÞ£¨‘O(sh®®)”ã(j®¨)÷–…–¥Ê‘⁄∫Ð∂ý≤ª◊„µƒµÿ∑Ω����£¨œ£Õ˚∏˜Œª¿œéüΩo”Ë÷∏åß(d®£o)���°£
“ª���°¢¡„º˛µƒπ§Àá∑÷Œˆ
£®“ª£©¡„º˛µƒ◊˜”√
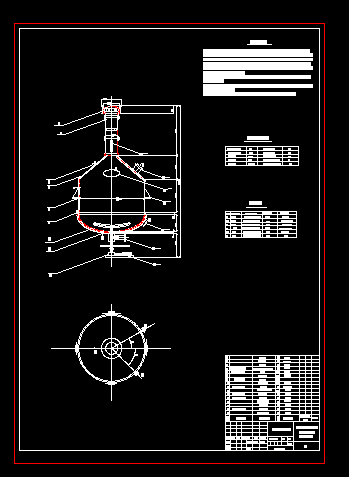
Ó}ƒøÀ˘Ωo∂®µƒ¡„º˛ «Ðá¥≤÷˜ðS…œµƒÎx∫œ˝XðÜ�£¨ «˝XðÜÎx∫œ∆˜µƒ“ª≤ø∑÷£¨‘ìÎx∫œ˝XðÜ «“ªÇÄ(g®®)Õ‚˝XðÜ£¨À¸≈cª®ÊIðSÃ◊‘⁄“ª∆��£¨Õ®þ^”“∂ÀµƒÉ…ÇÄ(g®®)≈cðÜ˝Xœýå¶(du®¨)ë™(y®©ng)µƒ≤€≈c∞Œ≤Êœý≈‰∫œ���£¨»ª∫Û∫ÕÉ»(n®®i)˝XðÜáß∫œΩM≥…˝XðÜ∏±���£¨èƒ∂¯Ç˜þfÑ”(d®∞ng)¡¶�£ª”–ïr(sh®™)þÄø…“‘¿˚”√√ìÈ_µƒÕ‚˝XðܺÊ◊˜˝XðÜǘє(d®∞ng)”√£¨«“≈c≤ªÕ¨˝Xîµ(sh®¥)˝XðÜáß∫œ£¨ø…“‘µ√µΩ≤ªÕ¨µƒÇ˜Ñ”(d®∞ng)±»�£¨èƒ∂¯∏ƒ◊ÉôC(j®©)∆˜þ\(y®¥n)––µƒÞD(zhu®£n)ÀŸ����£¨åç(sh®™)¨F(xi®§n)◊ÉÀŸªÚìQìıπ¶ƒÐ�����°£
£®∂˛£©¡„º˛µƒπ§Àá∑÷Œˆ
胡„º˛àD…œø…“‘ø¥≥ˆ£¨‘ì¡„º˛µƒΩY(ji®¶)òã(g®∞u)±»ð^èÕ(f®¥)Îs£¨º”π§±Ì√ʱ»ð^∂ý£¨«“ðÜ˝Xµƒº”π§æ´∂»±»ð^∏þ°£∆‰÷˜“™º”π§±Ì√Êø…“‘∑÷ûÈ»˝ÇÄ(g®®)≤ø∑÷£∫
“ª��°¢÷˜“™º”π§±Ì√ʵƒ≥þ¥Á£∫
1)“‘Õ‚àA÷˘˝XðÜûÈ÷––ƒµƒ“ªΩMº”π§√Ê��°£
þ@“ªΩMº”π§±Ì√Ê∞¸¿®£∫m=2.5mm���°¢z=55����°¢B=mmµƒàA÷˘˝Xðܺ∞É…∂À1°¡µƒµπΩ«���£¨Õ‚àA����£¨ mmÕ‚àA∫Õåí22mmµƒ≤€°£
2)“‘ª®ÊIø◊ûÈ÷––ƒµƒ“ªΩMº”π§√Ê�°£
þ@“ªΩMº”π§√Ê∞¸¿®£∫ª®ÊIø◊º∞∆‰µπΩ«�����£¨mmµƒø◊£¨ mmø◊∫Õmm�����°£
3)◊Û�°¢”“∂À√Ê°£
þ@“ªΩMº”π§±Ì√Ê÷˜“™ «”“±Ì√Ê2°¡38mmµƒ≤€√Ê�����°£
∂˛��°¢“‘…œº”π§±Ì√ʵƒ÷˜“™ºº–g(sh®¥)“™«Û£∫
£®1£©˝XðÜ»˝ÇÄ(g®®)π´≤ÓΩMæ´∂»µ»ºâ(j®™)ûÈ7-6-6�����£¨ðÜ˝X±Ì√Ê¥÷≤⁄∂»ûÈ0.8����£¨˝X√Ê“™«Û¥„”≤µΩHRC45~50£¨≤¢«“˝X√Ê≈cø◊÷––ƒðSæÄ“™±£◊CÕ¨ðS∂»0.015mm��£¨˝XðܵπΩ«1°¡����°£
£®2£©ª®ÊIø◊£¨É»(n®®i)èΩ∂®–ƒ�����£¨“™”–10ÇÄ(g®®)µ»∑÷µƒª®ÊI˝X���£¨≤¢±£◊C˝XÇ»(c®®)±⁄¥÷≤⁄∂»ûÈ1.6�����°£
£®3£©”“∂Àåí2°¡38mm����°¢…Ó14mmµƒ≤€£¨≈c˝XðÜ”–œýå¶(du®¨)Œª÷√æ´∂»“™«Û���°£
£®4£©÷–Èg∞Œ≤Ê≤€åí22mm£¨…Ó9mm�£¨Ç»(c®®)±⁄¥÷≤⁄∂»ûÈ3.2�����°£
£®5£©≥˝É…∂À√ʵƒ¥÷≤⁄∂»ûÈ12.5����£¨∆‰”ý±Ì√Ê¥÷≤⁄∂»ûÈ6.3°£
”…“‘…œ∑÷Œˆø…÷™���°£å¶(du®¨)”⁄þ@»˝ΩMº”π§±Ì√ÊÅÌ÷v£¨ø…“‘œ»þxìÒ∆‰÷–“ªΩMº”π§±Ì√ÊþM(j®¨n)––º”π§�����£¨»ª∫Û“‘º”π§þ^µƒ±Ì√ÊûȪ˘ú (zh®≥n)����£¨º”π§∆‰À˚É…ΩM±Ì√Ê£¨≤¢±£◊CÀ¸ÇÉ÷ÆÈgµƒœýª•Œª÷√°£ ...
 ü·ÈTÍP(gu®°n)ÊI‘~£∫
ü·ÈTÍP(gu®°n)ÊI‘~£∫


 ‘•π´æW(w®£ng)∞≤lj 41072402000322Ãñ(h®§o)
‘•π´æW(w®£ng)∞≤lj 41072402000322Ãñ(h®§o)

