热久久国产精品-热久久国产欧美一区二区精品-热久久精品-热久久精品免费视频-热久久精品在线-热久久久
<delect id="4ggcc"></delect>
<tr id="4ggcc"><tr id="4ggcc"></tr></tr>
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║23475 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
╝╝ąg╬─Ön
ū¾ų¦ū∙šn│╠įOėŗ
╬─╝■┤¾ąĪ
Ż║ 314.5 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2015-05-24
░l ▓╝ ╚╦
Ż║ lengbingbing
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ doc Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
ą“čį
ÖCąĄųŲįņ╝╝ąg╗∙ĄAšn│╠įOėŗ╩Ūį┌īW═Ļ┴╦ÖCąĄųŲįņįOėŗ╗∙ĄA║═┤¾▓┐ĘųīŻśIšnŻ¼▓ó▀Mąą┴╦╔·«aīŹ┴ĢĄ─╗∙ĄA╔Ž▀Mą─Ą─ėųę╗éĆīŹ█`ąįĮ╠īWŁh╣ØĪŻ▀@┤╬įOėŗ╩╣╬ęéā─▄ŠC║Ž▀\ė├ÖCąĄųŲįņ╝╝ąg╗∙ĄAųąĄ─╗∙▒Š└ĒšōŻ¼▓óĮY║Ž╔·«aīŹ┴ĢųąīWĄĮĄ─īŹ█`ų¬ūRŻ¼¬Ü┴óĄžĘų╬÷║═ĮŌøQ┴╦┴Ń╝■ÖCąĄųŲįņ╣ż╦ćå¢Ņ}Ż¼╠ßĖ▀┴╦ĮYśŗįOėŗ─▄┴”Ż¼×ķĮ±║¾Ą─«ģśIįOėŗ╝░╬┤üĒÅ─╩┬Ą─╣żū„┤“Ž┬┴╦┴╝║├Ą─╗∙ĄAĪŻ
ė╔ė┌─▄┴”╦∙Ž▐Ż¼Įø“×▓╗ūŃŻ¼įOėŗųą▀ĆėąįSČÓ▓╗ūŃų«╠ÄŻ¼ŽŻ═¹Ė„╬╗└ŽÄ¤ČÓ╝ėųĖĮ╠ĪŻ
ę╗.┴Ń╝■Ą─╣ż╦ćĘų╬÷╝░╔·«aŅÉą═Ą─┤_Č©
1.┴Ń╝■Ą─ū„ė├
ū¾ų¦ū∙Ą─ū„ė├╩Ūīó┤®▀^ų¦ū∙ųąą─┐ūĄ─▌S╗“š▀ŚUŻ¼═©▀^é╚├µĄ─Č·┐ūųą░▓čb┬▌╦©▀MąąŖAŠoŻ¼╩╣▌SŚU╣╠Č©ĪŻ╦╔ķ_┬▌╦©║¾▌SŚU┐╔▐Däė╗“š▀╗¼äėĪŻĄū░Õ4X┤¾┐ū╩Ū╣╠Č©ų¦ū∙Ą─┬▌ßö┐ūŻ¼2X╩ŪČ©╬╗õN┐ūŻ¼M8-7H×ķĘ┼╦╔┬▌ßö┐ūŻ¼╣╠Č©é╚Č·┬▌╦©ĪŻ
2.┴Ń╝■Ą─╣ż╦ćĘų╬÷
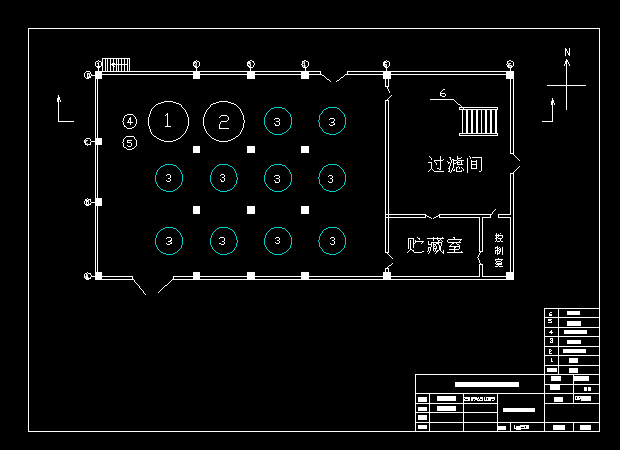
═©▀^ī”įō┴Ń╝■łDĄ─ųžą┬└LųŲŻ¼ų¬įŁłDśėĄ─ęĢłDš²┤_Ż¼═Ļš¹Ż¼│▀┤ńŻ¼╣½▓Ņ╝░╝╝ągę¬Ū¾²R╚½ĪŻ╦∙ęį▀@éĆ┴Ń╝■Ą─╣ż╦ćąį▌^║├ĪŻ
3.┴Ń╝■Ą─╔·«aŅÉą═
ę└įOėŗŅ}─┐ų¬Ż║Q=3000┼_/─ĻŻ¼n=2╝■/┼_Ż¼├┐╚š1░ÓŻ╗éõŲĘ┬╩a║═ÅUŲĘ┬╩bĘųäe╚Ī×ķ10%║═1%ĪŻ┤·╚ļ╣½╩ĮP7Ż©2-1Ż®Ą├įō┴Ń╝■Ą─╔·«aŠVŅI
N=QnŻ©1+aŻ®Ż©1+bŻ®=3000*2*Ż©1+10%Ż®*Ż©1+1%Ż®=6666╝■/─Ļ
Č■Ż«▀xō±├½┼„Ż¼┤_Č©├½┼„│▀┤ńŻ¼įOėŗ├½┼„łD
1.▀xō±├½┼„
įō┴Ń╝■▓─┴Ž×ķHT200,ė╔ė┌┴Ń╝■─Ļ«a┴┐×ķ6666╝■Ż¼ī┘┼·┴┐╔·«aŻ¼Č°Ūę┴Ń╝■Ą─▌å└¬│▀┤ń▓╗┤¾,╣╩┐╔ęį▓╔╚ĪĮī┘ą═ĶTįņ│╔ą═ėąų·ė┌╠ßĖ▀╔·«a┬╩,▒ŻūC╝ė╣ż┘|┴┐.╣└ėŗ╝ė╣ż┘|┴┐×ķ0.8kg
2.┤_Č©ÖCąĄ╝ė╣żėÓ┴┐Ż¼├½┼„│▀┤ń║═╣½▓Ņ
ó┘Ė∙ō■┴Ń╝■łDėŗ╦Ń▌å└¬│▀┤ńŻ¼ķL165.5mmŻ¼īÆ140mmŻ¼Ė▀100mmŻ¼╣╩ūŅ┤¾▌å└¬│▀┤ń×ķ165.5mm
ó┌▀x╚Ī╣½▓ŅĄ╚╝ēCTė╔P119▒Ē5-1Ż¼ĶTįņĘĮĘ©░┤ÖCŲ„įņą═Ż¼ĶT╝■▓─┴Ž░┤HTŻ¼Ą├╣½▓ŅĄ╚╝ēĘČć·8-10╝ēŻ¼╚Ī×ķ9╝ēĪŻ
ó█Ė∙ō■╝ė╣ż▒Ē├µĄ─╗∙▒Š│▀┤ń║═ĶT╝■╣½▓ŅĄ╚╝ēCTŻ¼ė╔P120▒Ē5-3Ą├Ż¼╣½▓ŅĦŽÓī”ė┌╗∙▒Š│▀┤ńī”ĘQĘų▓╝
ó▄ė╔P121▒Ē5-5Ą├Ż¼ĶTįņĘĮĘ©░┤ÖCŲ„įņą═Ż¼ĶT╝■▓─┴Ž░┤QTŻ¼Ą├ÖCąĄ╝ė╣żėÓ┴┐Ą╚╝ēĘČć·D-F╝ēŻ¼╚Ī×ķE╝ē
ó▌ī”╦∙ėą╝ė╣ż▒Ē├µ╚Ī═¼ę╗éĆöĄųĄŻ¼ė╔P120▒Ē5-4Ą├ūŅ┤¾▌å└¬│▀┤ń×ķ165.5mmŻ¼ÖCąĄ╝ė╣żėÓ┴┐Ą╚╝ē×ķE╝ēŻ¼Ą├RMAŻ©ÖCąĄ╝ė╣żėÓ┴┐Ż®×ķ1.4mm
ó▐├½┼„╗∙▒Š│▀┤ń
╔ŽŽ┬Č╦├µī┘å╬é╚╝ė╣żŻ¼æ¬ė╔P118 ╩Į5-2Ą├R=F+2RMA+CT/2=100+2*1.4+2.2/2=103.9
┐ū¦µ80H9ī┘ā╚Ū╗╝ė╣żŻ¼æ¬ė╔P118 5-3╩ĮĄ├R=F-2RMA-CT/2=80-2*1.4-2.2/2=76.1
ŲõėÓ│▀┤ńė╔ĶTįņ½@Ą├ ╣└ėŗ┘|┴┐×ķ2.0kg ...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
ATOX50ę║ē║ŽĄĮy▓┘ū„šf├„.pdf
2
ATOX50ą═įŁ┴Ž┴ó─źĄ─╣żū„įŁ└Ē║═╠ž³c
3
ATOX375╔·┴Ž─ź═Ō裣hųąĘ█┴Ž▀^ČÓĄ─ĮŌ
4
ÜŌäėÖCąĄ╩ų▒█
5
┬▌ą²Ū¦Į’ĒöįOėŗšf├„Ģ°
6
HRM4800įŁ┴Ž┴ó─ź╩╣ė├╩ųāį
7
│²ēm╣ż│╠įOėŗ╩ųāį.pdf
8
╚fŽ“╣Øé„äė▌SĄ─įOėŗšō╬─
9
┴ą╣▄╩ĮōQ¤ßŲ„įOėŗ
10
CK6163ą═öĄ┐žÖC┤▓«ģśIįOėŗšf├„Ģ°
Ė³ČÓ..
ūŅą┬╬─Ön
1
╩»ė═╗»╣ż╦■▒PįOėŗęÄČ©
2
┴„æB╗»╣ż│╠įŁ└Ē
3
ÖCąĄėŗ╦Ń┼cĘŪś╦▀xą═▄ø╝■ EXCEL
4
░╦╬╗ęŲ╬╗▌ö│÷ąŠŲ¼į┌LED┤¾Ų┴─╗’@╩Šųą
5
ZJC901ŽĄ┴ą
6
Ńq╣PĄČ═ŌÜżūó╦▄─Ż«ģśIįOėŗ
7
THC400-26.1-1.6(1.6)-SSWōQ¤ßŲ„
8
2000m3Č■╝ū├čŪ“╣▐┘|┴┐ėŗäØ
9
400m3ę║░▒Ū“╣▐░▓čb╩®╣ż╣ż╦ć
10
čb┼õŃQ╣ż.pdf
¤ßķT╬─Ön
1
│²ēm╣ż│╠įOėŗ╩ųāį.pdf
2
ÜŌäėÖCąĄ╩ų▒█
3
ÖCąĄėŗ╦Ń┼cĘŪś╦▀xą═▄ø╝■ EXCEL
4
čb┼õŃQ╣ż.pdf
5
ÖC┤▓ŖAŠ▀įOėŗ╩ųāį Ą┌╚²░µ.pdf
6
Ńq╣PĄČ═ŌÜżūó╦▄─Ż«ģśIįOėŗ
7
┬▌ą²Ū¦Į’ĒöįOėŗšf├„Ģ°
8
ÖCąĄįOėŗĮ¹╝╔1000└².pdf
9
ÖCąĄųŲįņ╣ż╦ćįOėŗ║å├„╩ųāį.pdf
10
ūįäėŪą▓╦ÖCCAD╚½╠ūłD╝łŻ©╚▒┐éčbłDŻ®
ū¾ų¦ū∙šn│╠įOėŗ_Ž┬▌d(docĖ±╩Į) ╝╝ąg╬─Ön
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
欧美亚洲国产激情一区二区
|
九九视频免费看
|
国产91精品系列在线观看
|
成人影院wwwwwwwwwww
|
日本三级一区
|
中文字幕免费观看视频
|
国产一区二区精品久久岳
|
天天在线天天综合网色
|
久久www免费人成精品香蕉
|
国产大尺度福利视频在线观看
|
国产精品久久久久久久久久直
|
国产全黄一级毛片
|
国产精品夜色一区二区三区
|
精品外国呦系列在线观看
|
妖精www视频在线观看高清
|
亚洲成a人v
|
国内精品自在自线在免费
|
99热在
|
免费日本黄色网址
|
中文字幕欧美亚洲
|
国产精品久久久久影院免费
|
国产伊人影院
|
亚洲欧美一二三区
|
久热中文字幕在线观看
|
亚洲日韩成人
|
欧美天天性
|
亚洲一级毛片在线观
|
久久一区二区三区不卡
|
亚洲免费久久
|
日韩中文字幕a
|
激情五月综合网
|
亚洲人成一区二区三区
|
国产日韩欧美综合
|
四虎永久免费观看
|
日本一级高清不卡视频在线
|
欧美日韩在大午夜爽爽影院
|
国产精品一久久香蕉产线看
|
亚洲欧美综合图区官网
|
毛片视频免费观看
|
草草操
|
免费一级黄色毛片
|
<delect id="ce6eg"></delect>
<blockquote id="ce6eg"></blockquote>
<dd id="ce6eg"><xmp id="ce6eg"></xmp></dd>
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


