热久久国产精品-热久久国产欧美一区二区精品-热久久精品-热久久精品免费视频-热久久精品在线-热久久久
<ul id="m8oo0"></ul>
<strike id="m8oo0"><strong id="m8oo0"></strong></strike>
<td id="m8oo0"><strong id="m8oo0"></strong></td>
<tr id="m8oo0"><del id="m8oo0"></del></tr>
<ul id="m8oo0"><xmp id="m8oo0"></xmp></ul>
<dd id="m8oo0"><th id="m8oo0"></th></dd>
<strike id="m8oo0"></strike>
╩ūĒō
ÖCąĄłD╝ł
│╔╠ūłD╝ł
╝╝ąg╬─Ön
╬ęę¬╔Žé„
╦č╦„
Ė▀╝ē╦č╦„
┘Y┴Ž┐éöĄŻ║23475 Į±╚šĖ³ą┬Ż║0
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
╝╝ąg╬─Ön
’wÕNų¦╝▄Ą─ŖAŠ▀įOėŗ
╬─╝■┤¾ąĪ
Ż║ 874.5 KB
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2014-09-21
░l ▓╝ ╚╦
Ż║ 2955362171
╬─╝■Ž┬▌dŻ║
╔Žé„Ą─╬─╝■▒╗Ž┬▌d┐╔½@Ą├ĘeĘųŻĪ
ĘeĘų┐╔Ž┬▌d┘Y┴Ž╗“š▀╠ß╚Ī╚╦├±Ä┼ŻĪ
Ctrl + d ┐╔īó▒ŠĒō├µ╝ė╚ļ╩š▓žŖA
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ doc Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20
ĘeĘų
’wÕNų¦╝▄Ą─ŖAŠ▀įOėŗ
─┐ õø
Ū░čį------------------------------------------------------------------------------------------------------------Ż©3Ż®
1.┴Ń╝■Ą─╣ż╦ćĘų╬÷---------------------------------------------------------------------------------------Ż©4Ż®
1.1 ┴Ń╝■Ą─╣”ė├ĪóĮYśŗ║═╠ž³c----------------------------------------------------------------------------Ż©4Ż®
1.2 ų„ę¬╝ė╣ż▒Ē├µ╝░ę¬Ū¾----------------------------------------------------------------------------------Ż©4Ż®
2.’wÕNų¦╝▄ŖAŠ▀įOėŗ------------------------------------------------------------------------------------Ż©6Ż®
2.1╣żą“Ą─╣ż╦ćĘų╬÷----------------------------------------------------------------------------------------Ż©6Ż®
2.2Č©╬╗ĘĮ░Ė╝░Č©╬╗į¬╝■▀xō±║═įOėŗ-------------------------------------------------------------------Ż©8Ż®
3.└LųŲŖAŠ▀čb┼õłDęŖĖĮ▒Ēę╗--------------------------------------------------------------------------Ż©13Ż®
4.ŖAŠ▀įOėŗšf├„Ģ°----------------------------------------------------------------------------------------(15)
4.Ż▒ŖAŠ▀įOėŗĄ─╗∙▒Šę¬Ū¾---------------------------------------------------------------------------------Ż©15Ż®
4.Ż▓ ŖAŠ▀įOėŗĄ─│╠ą“--------------------------------------------------------------------------------------Ż©17Ż®
5.╝ė╣ż│╠ą“-------------------------------------------------------------------------------------------------(22)
6.ĮYšō-----------------------------------------------------------------------------------------------------Ż©24Ż®
7.ģó┐╝╬─½I-----------------------------------------------------------------------------------------------Ż©24Ż®
Ż©1Ż®’wÕNų¦╝▄┴Ń╝■łD------------------------------------------------------------------------------Ż▒
(2) čb┼õłD--------------------------------------------------------------------------------------ĖĮ▒Ēę╗
┴Ń╝■Ą─╣”ė├ĪóĮYśŗ║═╠ž³c
╣”ė├Ż║Ųų¦ō╬ū„ė├ĪŻė╔ė┌įō╣ż╝■╣żū„Ģrę¬│ą╩▄ę╗Č©Ą─┴”Ż¼ę“┤╦ę¬Ū¾ėąę╗Č©Ą─ÅŖČ╚ĪóäéČ╚║═ĒgąįĪŻ
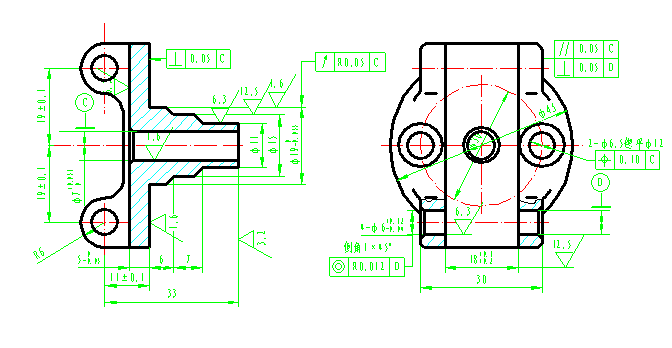
1.2 ų„ę¬╝ė╣ż▒Ē├µ╝░ę¬Ū¾
1. ┐ūÅĮ×ķ”š7Ą─┐ūŻ¼Ųõą╬╬╗╣½▓Ņū±╩ž░³╚▌ę¬Ū¾Ż¼▒Ē├µ┤ų▓┌Č╚Ra1.6”╠mŻ¼┐ūĄ─Č╦├µ┼cīÆ18Ą─▓█ŽÓ═©Ż¼┐ū┐┌Ą╣ĮŪ1Ī┴45ĪŃĪŻ
2. ’wÕNų¦╝▄”š11Ą─╗ž▐D├µŻ¼▒Ē├µ┤ų▓┌Č╚×ķRa6.3”╠mĪŻ
3. ’wÕNų¦╝▄”š15Ą─╗ž▐D├µŻ¼▒Ē├µ┤ų▓┌Č╚×ķRa12.5”╠mĪŻ
4. ”š19Ą─╗ž▐D├µ║═ėęČ╦├µŻ¼▒Ē├µ┤ų▓┌Č╚×ķRa1.6”╠mŻ¼▓óĄ╣ĮŪĪŻ
5. ’wÕNų¦╝▄▒Ē├µ2ŻŁ”š6.5’┴ŲĮ”š12Ą─│┴┐ūŻ¼ŃŖ╔Ž▒Ē├µ╝░Ųõ▌å└¬Ż¼▒Ē├µ┤ų▓┌Č╚▓╗ū„ę¬Ū¾ĪŻ
6. 4ŻŁ”š6Ą─┐ūŻ¼▒Ē├µ┤ų▓┌Č╚×ķRa6.3”╠mŻ¼Ą╣ĮŪ1Ī┴45ĪŃĪŻ
7. īÆ18Ą─▓█Ż¼▒Ē├µ┤ų▓┌Č╚×ķRa6.3”╠mĪŻ
ÖCąĄ╝ė╣ż╝ė╣żĘĮ░Ė ▒ĒŻ©1Ż®
╣żą“╠¢ ā╚╚▌ įOéõ
10 ¤ß╠Ä└Ē ¤ß╠Ä└Ē
20 1)┤ų▄攚11Īó”š15Īó”š19╗ž▐D├µ║═ėęČ╦├µ CA6140┼P╩Į▄ć┤▓
2)Ń@”š7Ą─┐ūų┴”š6
3)öU”š7Ą─┐ūų┴”š6.8
25 1)░ļŠ½▄攚19╝░ėęČ╦├µų┴łDśėę¬Ū¾ CA6140┼P╩Į▄ć┤▓
2)Ńq”š7Ą─┐ūų┴łDśėę¬Ū¾
3)┐ū┐┌Ą╣ĮŪ
30 ŃŖ’wÕNų¦╝▄╔ŽČ╦├µ╝░2Ī¬”š6.5’┴ŲĮ”š12│┴┐ū Ń@┤▓
40 1)Ń@4Ī¬”š6Ą─┐ūų┴”š5.8 TX612ńM┤▓
2)Ńq4Ī¬”š6Ą─┐ūŻ¼Ą╣ĮŪ
50 ŃŖīÆ18Ą─▓█ XA6132ŃŖ┤▓
60 ╚ź├½┤╠ ŃQ╣ż
70 ŪÕŽ┤
80 Öz“×
╣ż╦ć┬ĘŠĆ╚ń▒ĒŻ▒╦∙╩ŠŻ¼Ė∙ō■18Ą─╝ė╣żę¬Ū¾▀xō±”š18Ą─╚²├µ╚ąŃŖĄČ║═XA6132ŃŖ┤▓ĪŻ
...
╬─Ön┴¶čį
╣▓ėą
Ślįušō
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
Ž┬▌d┼┼ąą
1
ATOX50ę║ē║ŽĄĮy▓┘ū„šf├„.pdf
2
ATOX50ą═įŁ┴Ž┴ó─źĄ─╣żū„įŁ└Ē║═╠ž³c
3
ATOX375╔·┴Ž─ź═Ō裣hųąĘ█┴Ž▀^ČÓĄ─ĮŌ
4
ÜŌäėÖCąĄ╩ų▒█
5
┬▌ą²Ū¦Į’ĒöįOėŗšf├„Ģ°
6
HRM4800įŁ┴Ž┴ó─ź╩╣ė├╩ųāį
7
│²ēm╣ż│╠įOėŗ╩ųāį.pdf
8
╚fŽ“╣Øé„äė▌SĄ─įOėŗšō╬─
9
┴ą╣▄╩ĮōQ¤ßŲ„įOėŗ
10
CK6163ą═öĄ┐žÖC┤▓«ģśIįOėŗšf├„Ģ°
Ė³ČÓ..
ūŅą┬╬─Ön
1
╩»ė═╗»╣ż╦■▒PįOėŗęÄČ©
2
┴„æB╗»╣ż│╠įŁ└Ē
3
ÖCąĄėŗ╦Ń┼cĘŪś╦▀xą═▄ø╝■ EXCEL
4
░╦╬╗ęŲ╬╗▌ö│÷ąŠŲ¼į┌LED┤¾Ų┴─╗’@╩Šųą
5
ZJC901ŽĄ┴ą
6
Ńq╣PĄČ═ŌÜżūó╦▄─Ż«ģśIįOėŗ
7
THC400-26.1-1.6(1.6)-SSWōQ¤ßŲ„
8
2000m3Č■╝ū├čŪ“╣▐┘|┴┐ėŗäØ
9
400m3ę║░▒Ū“╣▐░▓čb╩®╣ż╣ż╦ć
10
čb┼õŃQ╣ż.pdf
¤ßķT╬─Ön
1
│²ēm╣ż│╠įOėŗ╩ųāį.pdf
2
ÜŌäėÖCąĄ╩ų▒█
3
ÖCąĄėŗ╦Ń┼cĘŪś╦▀xą═▄ø╝■ EXCEL
4
čb┼õŃQ╣ż.pdf
5
ÖC┤▓ŖAŠ▀įOėŗ╩ųāį Ą┌╚²░µ.pdf
6
Ńq╣PĄČ═ŌÜżūó╦▄─Ż«ģśIįOėŗ
7
┬▌ą²Ū¦Į’ĒöįOėŗšf├„Ģ°
8
ÖCąĄįOėŗĮ¹╝╔1000└².pdf
9
ÖCąĄųŲįņ╣ż╦ćįOėŗ║å├„╩ųāį.pdf
10
ūįäėŪą▓╦ÖCCAD╚½╠ūłD╝łŻ©╚▒┐éčbłDŻ®
’wÕNų¦╝▄Ą─ŖAŠ▀įOėŗ_Ž┬▌d(docĖ±╩Į) ╝╝ąg╬─Ön
ĻPė┌╬ęéā
|
ŠWšŠī¦║Į
|
│ŻęŖå¢Ņ}&Ä═ų·
|
├Ōž¤┬Ģ├„
|
═ČįV&Į©ūh
|
┬ōŽĄ╬ęéā
|
SiteMap
|
CopyRight 2014-2023 Š┼É█łD╝ł |
įźICPéõ2022026883╠¢-1
įź╣½ŠW░▓éõ 41072402000322╠¢
ų„šŠų®ųļ│ž─Ż░ÕŻ║
国自产拍在线视频天天更新
|
欧美大片aaaa一级毛片
|
天天艹综合
|
免费黄色一级大片
|
五月婷婷在线观看视频
|
欧美成人在线免费观看
|
精品视频一区二区三区
|
成人精品免费视频
|
欧美日韩免费播放一区二区
|
成年人午夜影院
|
久久精品爱
|
日日摸狠狠的摸夜夜摸
|
69做爰视频在线观看
|
深夜a
|
二级毛片
|
欧美兽皇video
|
丁香六月色婷婷
|
久久久久久久亚洲精品一区
|
青草网址
|
91在线视频免费播放
|
国产一级视频在线观看
|
久久er热这里只有精品23
|
日韩中文字幕一区
|
国产玖玖玖精品视频
|
中国一级特黄大片毛片
|
国内一区亚洲综合图区欧美
|
一级毛片免费高清视频
|
人人夜
|
国产精品久久自在自线观看
|
日韩精品一区二区三区中文精品
|
91福利精品老师国产自产在线
|
色播性播爱播放影院
|
国产精品剧情原创麻豆国产
|
中文乱码精品一区二区三区
|
亚洲毛片在线免费观看
|
九九亚洲
|
天天综合亚洲
|
欧美日韩国产高清
|
久操视频在线观看免费
|
久久国产三级精品
|
久久久国产麻豆
|
<code id="ooqo0"></code>
<dl id="ooqo0"></dl>
<ul id="ooqo0"></ul>
<delect id="ooqo0"><tr id="ooqo0"></tr></delect>
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


