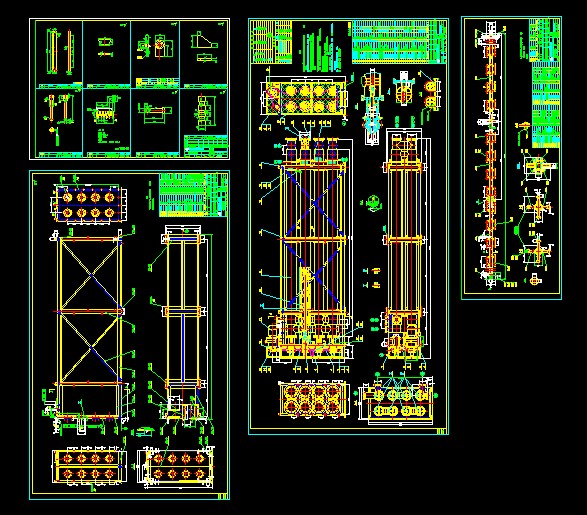
╣╬ĄČ╠ū╣▄╩ĮĮYŠ¦Ų„ 60m2 (2-B441ABC)
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ dwg Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
- ╝╝ągę¬Ū¾
1Ż¼▒ŠįOéõæ¬░┤QJ/JHJ02.107-2004ĪČŠ█╝ū╚®╣╬ĄČ╠ū╣▄╩ĮĮYŠ¦Ų„╝╝ągŚl╝■ĪĘĄ─ėąĻPęÄČ©▀MŻ¼ Öz▓ķ┼c“×╩šĪŻ
2Ż¼ā╚╝■čb┼õŪ░æ¬ŪÕŽ┤Ė╔ā¶▓ó┤ĄĖ╔Ż¼▓╗Ą├ėąė═╬█ĪŻØLäė▌S│ąčb┼õĢræ¬╠Ņ 7019-1ØÖ╗¼ų¼╗“õć╗∙ 2╠¢ØÖ╗¼ų¼ĪŻ
3Ż¼╠ū╣▄╝░▀BĮė╣▄╚½▓┐ĮM║Ėčb┼õ║¾Ż©┐╔čbā╚╝■Ż®Ż¼ā╚╣▄┼c╣▄ķgĘųäe▀Mąą╦«ē║įć“ׯ¼įć“×ē║┴”ā╚╣▄ 0.5MPaŻ¼═Ō╣▄1.1MPa.╦«ē║įć“×ę¬Ū¾░┤GB150Ą─ėąĻPęÄČ©▀MąąĪŻ╦«ē║įć“×║ŽĖ±║¾Ż¼┴ó╝┤īó╦«Ę┼ā¶▓óė├ē║┐s┐šÜŌīóā╚▓┐┤ĄĖ╔ĪŻ
4Ż¼╠ū╣▄ĮMī”ĢrČ╦Ę©╠m├µĄĮ▓█õōĄ─│▀┤ńæ¬░┤łDę¬Ū¾▒ŻūCĪŻ8Ė∙╠ū╣▄Ż¼├┐Ė∙░▓čb╬╗ų├Ż©╔ŽŽ┬ū¾ėę│▀┤ńŻ®▒žĒÜ░┤łDę¬Ū¾ĪŻš`▓ŅąĪė┌ 0ĪŻ3mm.▓ó▒ŻūCĖ„╣▄ų«ķg║ĖĮėŽÓ┬ō║¾╬╗ų├š`▓Ņ▓╗ūāĪŻ
5ĪŻā╚▌Sčb┼õ═Ļ║¾æ¬ųĖ∙╩ųäė▒P▄ćŻ¼æ¬▐Däė┴╝║├ĪŻ
6Ż¼įOéõįć▀\ąąĢrā╚╣▄æ¬čbØM╦«Ż¼╝ėē║ 0ĪŻ6MP Ż¼▀\▐D 3ąĪĢrŻ¼▓ó欤oą╣┬®ĪŻ
7Ż¼įOéõ╠╝õō╝ė╣ż▒Ē├µ═┐Ę┼õPė═Ż¼╠╝õōĘŪ╝ė╣ż├µ═┐ H06-2ĶF╝tŁhč§ų¼ĄūŲßĪŻ├µŲßā╔▒ķ£\╗ę╔½┤╝╦ß┤┼ŲßĪŻ╝■19 ╠ū╣▄Ą─ā╚╣▄ā╚▒Ē├µÆü╣Ō╠Ä└Ē┤ų▓┌Č╚0.2Ż¼Ųõ╦³▓╗õPõō▒Ē├µ╦ߎ┤Ōg╗»╠Ä└ĒĪŻ
8Ż¼£p╦┘ÖCą═╠¢Ż║XWDB22-8215-43ĪŻŻ©ļŖÖC╣”┬╩ 22KW 1500 Ę└▒¼Ą╚╝ēEXD BT4Ż¼Ę└ūoĄ╚╝ēIP55Ż®ĪŻ
9 , ļŖÖCūāŅlš{╦┘Ż¼š{╦┘ĘČć· 900-2000rpm
10 £p╦┘ÖCą²▐DĘĮŽ“░┤łDŻ¼▓╗┐╔Ę┤Ž“ĪŻ 8Ė∙▐Däė▌S░▓čbĘĮŽ“░┤łDĪŻ
╝╝ągę¬Ū¾
1 ║ĖĮėĖ„Ž“│▀┤ńš`▓ŅąĪė┌ 2 mmĪŻĖ„Ž“ą╬╬╗š`▓ŅąĪė┌
2 łDųą║ĖĮėŲ┬┐┌╗čµŪąĖŅ│╔ą═ĪŻ
╝╝ągę¬Ū¾
1 ╝■18-12Ż¼18-27ē|┤²┬▌╦©░čŠo║¾╦─▀ģ┼cõō╣▄
2 õō╣▄╚½ķLų▒ŠĆČ╚ 2mm
3 ūóęŌĘĮ╬╗ ...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║


 įź╣½ŠW░▓éõ 41072402000322╠¢
įź╣½ŠW░▓éõ 41072402000322╠¢


